La función de la máquina de pegado es pegar directamente la placa de circuito flexible o el cable a los electrodos del borde del vidrio de cristal líquido. Es decir, el proceso de instalación de placas de circuitos flexibles y cables en el vidrio de cristal líquido. Por lo tanto, la calidad de la máquina de adhesión afectará directamente a la productividad del vidrio LCD y a la vida útil de la pantalla LCD.
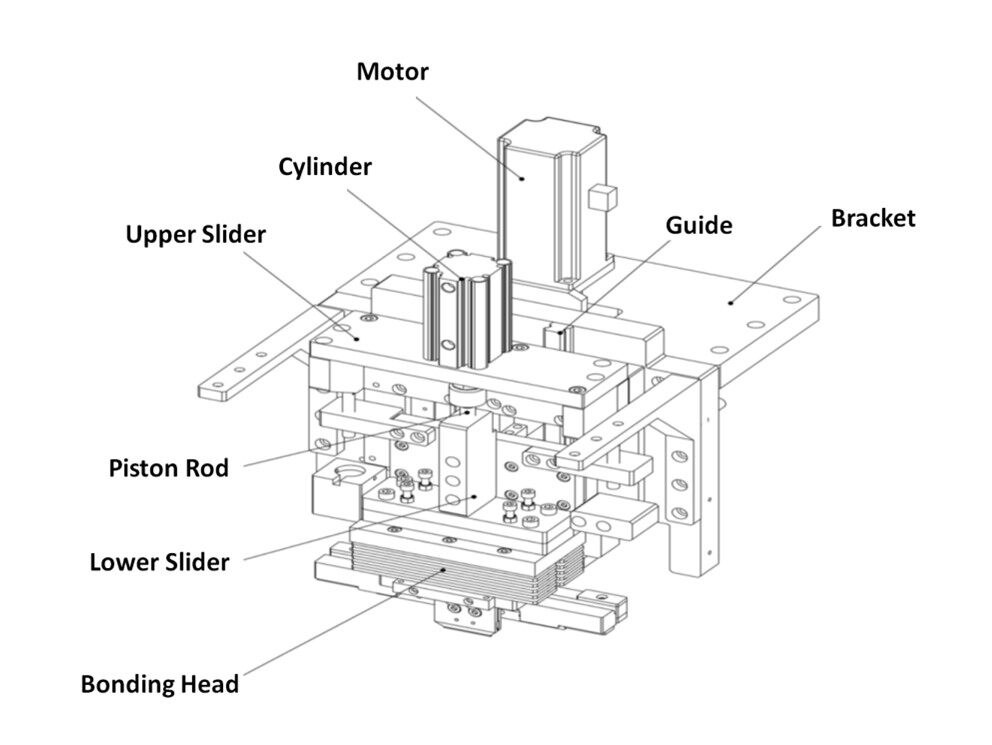
Como puede verse en la figura anterior, la máquina de encolado se compone de soportes, motores, carriles guía, vástagos de pistón, deslizadores superiores, deslizadores inferiores, cilindros, cabezales de encolado, válvulas solenoides, regulador de presión proporcional, controladores y otras piezas.
Parámetros técnicos de la máquina de encolado:
1. Presión de la fuente de aire: 0,5~0,7MPa
2. Presión de unión: 3~40Kgf
3. Precisión de la presión: ±0,2Kgf
4. Temperatura de unión: RT~499℃
5. Tiempo de presión en caliente: 1~99 S 6. Precisión de la presión en caliente: 0,14 mm
El proceso de trabajo de la máquina de encolado:
1. 1. Pre-pegado de ACF: Bajo la presión y la temperatura por requisito de trabajo, la placa de circuito flexible (FPC) y el vidrio de cristal líquido necesitan ser pegados a los pines de ACF con una longitud especificada, y la superficie debe ser plana y libre de burbujas de aire.
2. Pre-conexión: Alinear los pines de la FPC y el cristal líquido a través de la cámara CCD, y pre-prensar a la presión y temperatura requeridas para formar una conexión preliminar. En este paso, la alineación de la cámara CCD es un eslabón importante. Como el paso de los cables de elevación es cada vez más pequeño en la producción, el paso pequeño ha llegado a 0,05MM, y la precisión de la alineación debe estar dentro de ±0,005mm.
3. Encolado principal: Bajo la presión y la temperatura requeridas, la pantalla LCD preencolada se somete al pegado principal mediante una prensa caliente de impulsos. Al mismo tiempo, el pegamento del ACF se polimeriza y endurece a alta temperatura para formar una fuerte conexión física entre los dos materiales diferentes.
Detección de la máquina de unión: La pantalla LCD después de la unión principal se detecta a través de la cámara CCD.
1. Control de la temperatura: La velocidad de calentamiento y la temperatura máxima son dos factores importantes que afectan al curado de las ACF. La velocidad de calentamiento determina la calidad de la superficie del ACF después del curado, y la temperatura máxima determina la fuerza de adhesión del ACF después del curado.
2. La planicidad del cabezal de unión: La irregularidad del cabezal de unión hace que las partículas conductoras de ACF se rompan de forma desigual, ya que las partículas conductoras de ACF son muy pequeñas, normalmente de unas 4um de diámetro, y el ACF es muy sensible a la presión. Cuando la superficie de contacto del cabezal de unión no es plana, una parte de las partículas conductoras de ACF se romperá completamente, mientras que otra parte de las partículas conductoras de ACF no se romperá normalmente, lo que dará lugar a una mala conductividad eléctrica entre el cristal líquido y el FPC.
Principio de control del regulador de presión proporcional:
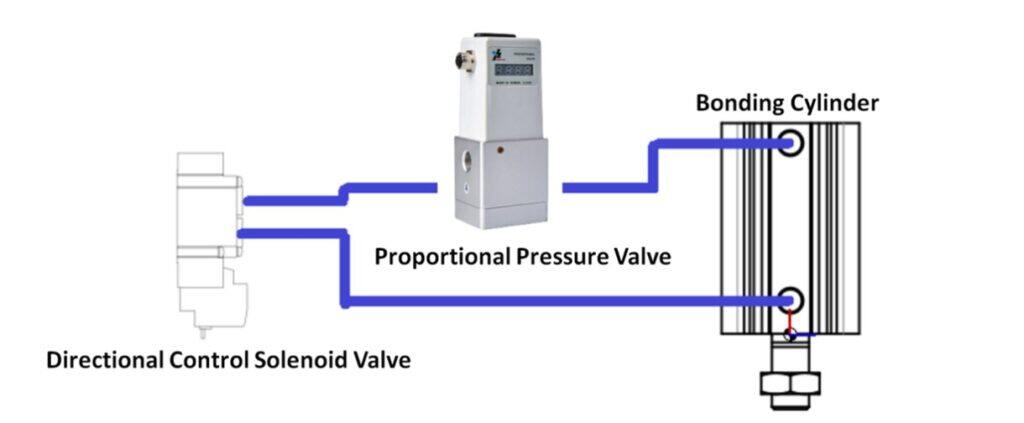
1. Cuando el equipo está en reposo, la electroválvula controla la subida del cilindro, y la válvula proporcional está en estado de escape.
2. Durante el trabajo, la válvula solenoide controla el descenso del cilindro, y la válvula proporcional controla la presión cuando el cilindro desciende. La válvula proporcional puede ajustarse en tiempo real según el proceso de adhesión. Si usted tiene alguna necesidad o pregunta, por favor suscríbase a nuestro canal de YouTube o póngase en contacto con nosotros para obtener más información sobre el regulador de presión proporcional.https://www.genndih.com