ボンディングマシンの機能は、フレキシブル基板やケーブルを液晶ガラスの端にある電極に直接接合することである。つまり、液晶ガラスにフレキシブル基板やケーブルを設置する工程である。したがって、ボンディングマシンの品質は、液晶ガラスの生産性や液晶画面の寿命に直接影響する。
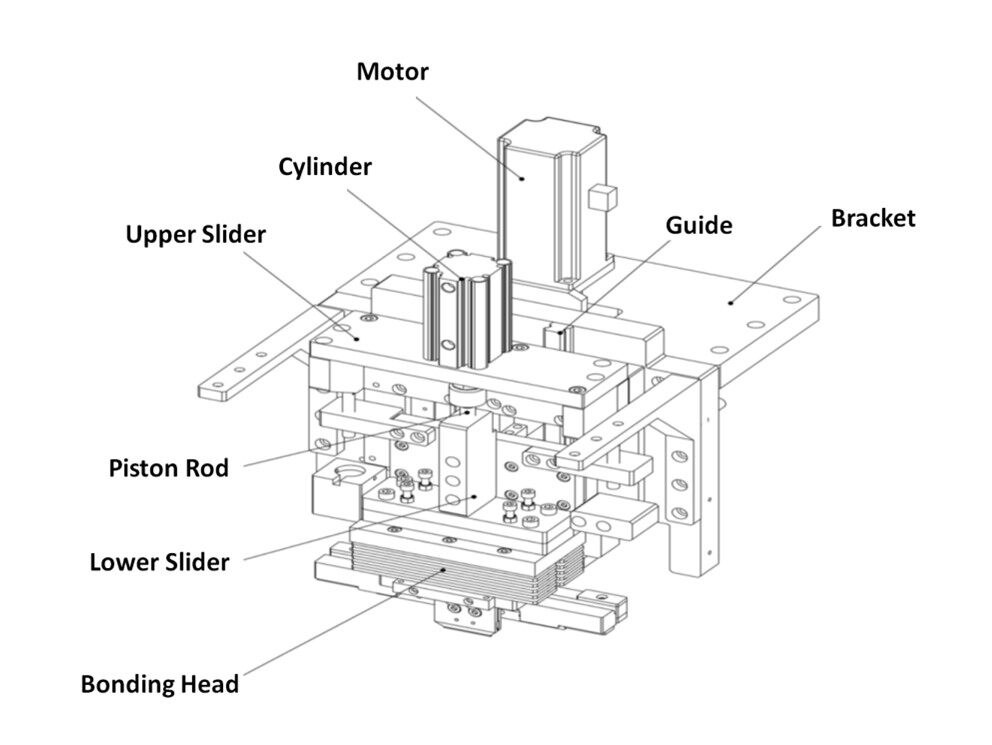
上図からわかるように,ボンディングマシンはブラケット,モータ,ガイドレール,ピストンロッド,上部スライダ,下部スライダ,シリンダ,ボンディングヘッド,電磁弁,比例圧力調整器,コントローラ等で構成されている。
ボンディングマシンの技術パラメータ。
1.エアー源圧力:0.5~0.7MPa
2.結合圧力: 3~40Kgf
3.圧力精度:±0.2Kgf
4.結合温度RT~499
5.熱い圧力の時間: 1~99 S 6.熱い圧力の精度: 0.14mm
ボンディングマシンの作業工程。
1.ACFのプリペースト。作業条件による圧力と温度の下で、フレキシブル回路基板(FPC)と液晶ガラスをACFのピンに所定の長さで接着し、表面が平らで気泡がないことが必要である。
2.仮接続を行う。CCDカメラを介してFPCと液晶ガラスのピンを合わせ、必要な圧力と温度でプレプレスし、仮接続を行う。このステップでは、CCDカメラのアライメントが重要なリンクとなる。生産現場ではリフティングリードのピッチがどんどん小さくなっており、小さなピッチは0.05MMに達しており、アライメント精度は±0.005mm以内でなければならない。
3.本圧着。必要な圧力と温度の下で、あらかじめ接合された液晶ディスプレイを、パルスホットプレスで本接合する。同時に、ACF中の接着剤を高温で重合硬化させ、異種材料間の強固な物理的結合を形成する。
ボンディングマシンの検出。メインボンディング後の液晶画面は、CCDカメラで検出します。
1.温度管理加熱速度と最高温度は、いずれもACFの硬化に影響を与える重要な因子です。加熱速度は硬化後のACFの表面品質を決定し、最高温度は硬化後のACFの接着強度を決定します。
2.ボンディングヘッドの平坦性ACF導電性粒子は通常直径4μm程度と非常に小さく,ACFは圧力に非常に弱いため,ボンディングヘッドの凹凸はACF導電性粒子の破壊にムラを生じさせます。ボンディングヘッドの接触面が平らでない場合、ACF導電性粒子の一部は完全に破壊され、別の一部は正常に破壊されないため、液晶ガラスとFPCの間の電気伝導性が悪くなります。
比例式圧力調整器の制御原理。
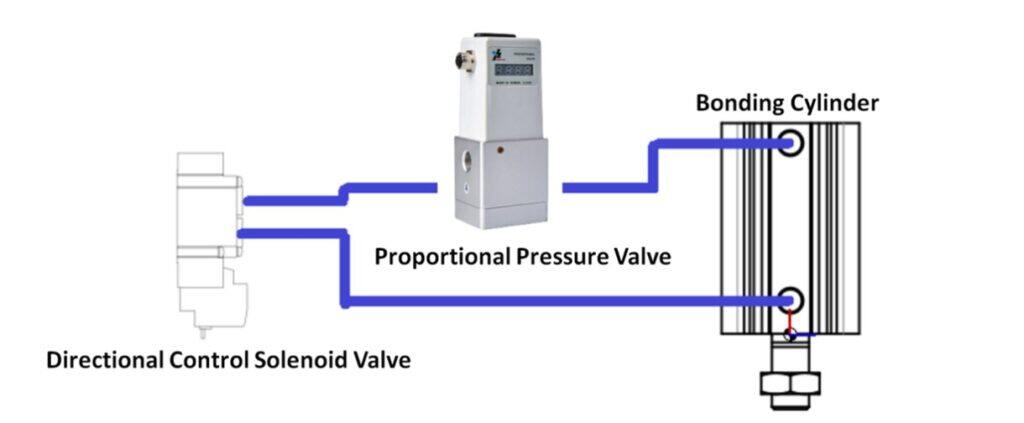
1.機器が待機中の場合、電磁弁はシリンダーを上昇させるように制御し、比例弁は排気状態になっています。
2.作業時は、電磁弁でシリンダを下降させ、比例弁でシリンダ下降時の圧力を制御します。比例弁はボンディングの工程に応じてリアルタイムに調整することができます。比例圧力調整弁について、ご要望やご質問がございましたら、YouTubeチャンネルをご登録いただくか、弊社までお問い合わせください。https://www.genndih.com